In recent times, the landscape of the PTFE (polytetrafluoroethylene) industry has been significantly altered by the ascent of PTFE recycling. The combining of recycled PTFE (known technically as “Reprocessed” or “Repro” PTFE) with pure PTFE has become so widespread and unchecked that more often than not the material that customers are buying does not even remotely adhere to the quality standards required – due the abnormally high levels of repro being mixed in an attempt to keep costs low for the processor.
More alarming – processors and dealers alike are choosing not to offer the transparency to most clients on the proportion of recycled material being used (or that it is being used at all). This misleads the client into assuming he is receiving a material which is superior in performance – but which will most likely fail in any long run application. Additionally – processors who supply pure PTFE are forced to compete on price with a material that is not truly a substitute.
We would like to look at the issue of Reprocessed PTFE – both from the technical standpoint as well as a commercial standpoint. We believe the issue is critical to the understanding of the PTFE industry and as a technical tool for those looking to incorporate PTFE in their applications.
Pricing irregularity in PTFE
By 2010, the price for PTFE resins globally had reached some level of stability. Those in the industry will know that this was short-lived as one year on, we continue to work in oblivion to what price fluctuations may occur in the next week or month. However, it would be fair to say that even historically – the prices availed during the first half of 2010 may be the lowest that PTFE prices have ever sunk. Nonetheless, the competitiveness of pure PTFE processors was still not great.
In the few years leading up to 2010 (just before the current price escalation began) we began observing an obvious disconnect in India between the price of PTFE resins and the price of semi-finished articles (rods and sheets) being imported from China by traders.
The price for virgin PTFE resin was about 8-9 US$ per Kg (3.6-4.1 US$ per pound), whereas the price for Chinese semi finished articles was 10-11 US$ per Kg (4.5-5 US$ per pound).
Given that the processing cost for PTFE is about 4-5 US$ per Kg (1.8-2.3 US$ per pound) – it seemed there was no way that manufacturers in India could compete with traders on price. Obviously, clients were equally surprised, as they should have been; you would expect manufacturers to be far more competitive than dealers, but this was not the case.
It seemed impossible that the price could be so low, considering it would need to include the price of resin in China plus the cost of shipping, plus the customs duties on Indian imports, plus the trader’s overheads and finally the trader’s margin.
To study this pricing abnormality, we placed a large enquiry to Chinese resin suppliers to gauge the local price in China and were offered a rate of 5.5 US$ per Kg (ex-works). If we used this as our base price (as we assume a large Chinese processor would avail such a price) and assumed the same costs of processing (not unlikely as India and China have similar wage structures and power costs), the cost structure for semi-finished PTFE could be built up as follows:
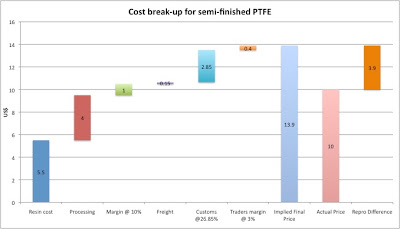
It turned out that the key difference between the prices was that Chinese suppliers are selling reprocessed PTFE – which allows the prices to be maintained at a much lower rate than if they used pure PTFE.
As you can see – the difference between the Implied Price and the Actual Price could be as high as 30%: the effect of using recycled material for processing semi-finished articles.
Of course, the figures above may not be fully accurate (customs could be as low as 11% if the trader is allowed to pass on excise duties), but it still points to a 12-15% gap, which can only be explained by the use of repro material.
Our trader contacts corroborated this – giving us figures ranging from 15% to 30% for the percentage of reprocessed PTFE used in making semi-finished articles. The estimations we came across for the price of repro were in the range of ~2.5-3 US$ per Kg – which could lower the raw material price by up to 15% – tying in with the overall price gap we estimated.
What is repro?
There are possibly a number of ways in which PTFE can be recycled for being used back into moulding. The most common way is to grind PTFE scrap (otherwise useless and therefore very cheap) into a fine powder and blend this powder with pure PTFE to be used either in compression moulding or ram extrusion.
Before grinding, the scrap is usually first heated to above its melting point to remove any organic contaminants. Once ground, it is treated with acid to dissolve inorganics after which it is washed and re-heated – to vapourise any volatiles.
However, since ground scrap is effectively sintered PTFE – during processing it will not form bonds with surrounding PTFE material the same way that un-sintered PTFE does (much the same way you cannot weld two PTFE articles to one another using heat alone). Therefore, it is essential to maintain a proportion of reprocessed PTFE that allows enough bonding of pure PTFE molecules during sintering to ensure the overall stability of the sintered product.
The right proportion to be used is as such not documented (there exists very little technical data on reprocessed PTFE as it is relatively “unorganized” in its application) – but one might like to think of one grain of repro PTFE needing at least 4 grains of pure PTFE surrounding it to ensure the bond strength is sufficient. So a ratio of 1:4 or 20% as an upper limit may not be off by much.
However, as the price of PTFE continues to increase, this rule of thumb has been stretched considerably. Recent reports suggest up to 45-50% of reprocessed PTFE being used in an attempt to keep the semi-finished price from escalating. The move has not been altogether successful as (1) the price of PTFE scrap has increased as well – making repro more expensive (though still cheaper than pure PTFE), and (2) the rejection rate has increased – which has increased costs and impacted price.
Aside from the commercial impact however, most end users remain unaware of the technical issues.
Issues with using reprocessed PTFE
Like any other material – recycling erodes the properties that the material originally had. In the case of PTFE, many of the core properties are so good, that reducing them by a small amount to keep costs low can be a feasible trade-off. So from the point of view of application, a 5-10% repro ratio would still allow the material to pass off as pure PTFE for most applications (although it would still be ethical to inform the client of the composition). As the ratio is increased, the degradation in core properties would continue to the point where the material is totally unsuitable for any regular application.
The table below illustrates how key properties we have observed change as the percentage of reprocessed PTFE increases.
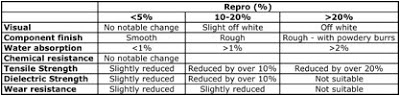
One of the main issues with reprocessed PTFE is that it introduces porosity into the material, which then causes issues with water absorption and dielectric strength. Furthermore, weaker bonds between the molecules adversely impacts tensile strength and invariably causes crack lines within the material, which may not be visible, but will become apparent during machining and/or result in a failure of the component during long term usage. Although the chemical inertness remains good (as it is still 100% PTFE), the higher water absorption makes the material suspect for applications where the weather-ability and hydrophobic properties make pure PTFE such a sought after material.
Finally – there is the visual impact. In a given article, the percentage of black inclusions (normally due to foreign matter being mixed with the repro PTFE during the grinding process) could be as high as 40%. Usually, these are within the material – so it only becomes apparent after machining – which is doubly wasteful as the time spent machining is not recovered. In addition to this, too much repro will adversely impact the finish of the product to the point where the finish is rough to the touch and a white powdery discharge is seen on the surface of the machined part. Needless to say – these are all unacceptable for most clients.
To tie in the commercial and technical points we can say this: before it became apparent that the price gap was driven by the use of reprocessed PTFE, this gap was easily exploited by clients, who would compare our prices with the prices of traders and use it as a bargaining tool. However, as the use of repro has escalated, many clients have come back citing quality issues and inconsistency of properties (as would be expected). Even clients who had tested the repro material knowingly and found it to be in line with their requirements have found that in the long term, many of the initial properties have eroded. As a result, manufacturers are slowing gaining back favour – provided they are supplying pure PTFE and can support it with the appropriate test methods.
To conclude – reprocessed PTFE will always have inferior properties to PTFE and cannot be as consistent over time. The exact extent of this deviation in specifications is not easy to document. Therefore, it is always better to go in knowing what to expect and in case the core properties can be compromised on, it is better to experiment with reprocessed PTFE in your particular application to gauge the level with which you are comfortable.
We continue to get requests from clients who state in their enquiry that they are comfortable with recycled PTFE. This is because they are confident that their application does not require such high properties and that the trade off with better costing is worth their while. However, there comes a point where the material simply cannot be called PTFE anymore – and we have yet to come across a client that sees the feasibility in this!