Our recent installation of a continuous line PTFE Paste Extruder has thrown up many findings. At each stage, we have needed to evaluate whether the finding impacts the properties of the final product. Given the fact that globally, There are very few PTFE tube manufacturers, our access to external information is limited. Thus, trial and error has been the key to fine-tuning the extrusion process and derive a product of consistently good quality material PTFE.
Our journey in developing the product confirms that much of what is learned needs to be kept proprietary, as it is part of a rich process technology not easily obtained. However, in doing so, we have also studied the final characteristics of PTFE tube and tried to make sense of what properties go in to define a tube of good quality that can withstand high temperature and pressure.
Properties of PTFE Tube
When clients approach us with enquiries for PTFE Tubing, they are primarily concerned with 3 factors. Each of these factors plays back into how the PTFE / Teflon tube of different sizes, is processed and has relevance to the end-application in questions
-
Dimensional stability
The outer and inner diameters of the tube (OD and ID) are of utmost importance. In almost all cases, the tube will be used in an assembly, where fittings have been designed to accommodate the tube in question. Although minor variations in dimension may be accommodated, the tube needs to adhere to the fitments used with it.We have observed that when high quality resins are used, the dimensional stability during extrusion is highly predictable and easily maintained within a tolerance of 50 microns (0.05mm). Certain Chinese resins, when extruded, do not maintain this integrity. So, a tube with a required OD of 6mm may sometimes measure at 5.9mm and at other times measure to 6.2mm, despite all other parameters remaining unchanged.
-
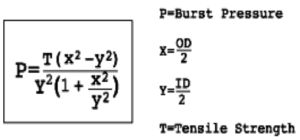
Burst Pressure
In applications involving high pressures, it is important that the tube does not yield during service.An easy formula to calculate the burst pressure is as follows:
There are two critical parameters here that define the effectiveness of the formula.
The first is the tensile strength – which is denoted by “T”. In most cases, we are told to take a tensile strength of 25Mpa for this value. Our own testing indicates a tensile strength of 28-31Mpa on our tubes, meaning that the value of 25Mpa is safe to use. However, tube that is not properly processed can often have a tensile strength of less than 20Mpa. This means that while a manufacturer may use the value of 25Mpa for calculation, the actual burst pressure is at least 20% lower.
The other factor – that does not even feature in this formula is the concentricity of the tube. Non-concentric tube will show a higher wall thickness on one side as compare to the other side. It will not have the same burst pressure of good quality tubes, even though the ID and OD may be the same. This issue also results in problems when we try and braid the PTFE Tube using stainless steel. The unevenness in wall thickness causes one side of the tube to collapse during braiding due to the pressure applied by the stainless steel.
As a rule, we try and maintain a concentricity exceeding 95%.
Calculating concentricity is quite simple. It is the ratio of the minimum wall thickness to the maximum wall thickness of the PTFE Tube. So a 6mm x 4mm tube, which has a wall thickness of 1mm, would need to have a tolerance of +/-0.025 to attain such a degree of concentricity.
We have observed many tubes where the concentricity varies by up to 0.1mm on the wall thickness (implying a concentricity of only 81% on a 6mm x 4mm tube). While some applications may be fine with this level, it is up to the PTFE tube Suppliers / manufacturer to inform the client regarding the same, as the client may not always be aware of how critical this parameter is in the final application.
Both concentricity and tensile strength are end properties derived from how the tube is processed during extrusion. Factors such as blending, extrusion pressure and sintering all lend themselves to arriving at a tensile strength acceptable by global standards. Similarly, extrusion speed, alignment and the blending process all play a part in ensuring concentricity exceeds 95%.
-
Visual
Good quality PTFE tube will have a smooth even surface without any pitting, waviness or discoloration. Visually, concentricity also plays a part, as a tube that is significantly off-centre will usually raise concerns from the client. We have already looked at how concentricity is influenced by the extrusion process. Similarly, factors such as the quantity of extrusion aid, extrusion speed and pressure, finish on the die and sintering temperatures all weigh in on how the tube appears. Invariably, visual factors such as pitting, waviness and discoloration will give clues as to the fundamental properties such as tensile strength, elongation and dielectric strength. Hence, these need to be evaluated not just from a cosmetic point of view, but also in terms of what characteristics of the final product are being diminished due to the appearance of visual indicators.
It should be noted that the above characteristics cover only the very basic aspects of PTFE tubing. Products such as anti-static tubing, ePTFE tubing and convoluted tubing will each bring a new set of challenges that will need to be studied from first principles.
For the time being, we are satisfied to have attained global quality standards on characteristics that drive a majority of the demand for PTFE tubes.