Optimizing Solar Tracker Bearings for Enhanced Solar Energy Harvesting
- Updated on :
- Poly Fluoro Ltd
- Comment
In the pursuit of sustainable energy sources, solar power stands out as a prominent solution for mitigating the environmental impact of traditional energy generation methods. While wind and hydroelectric energy are no doubt gaining traction, solar power remains our most abundant source of energy. Harvesting this efficiently is the key to moving into a phase where fossil fuels are no longer vital to the survival of industry.
Solar trackers play a crucial role in maximizing the efficiency of solar panels by ensuring they follow the sun's trajectory throughout the day. This is especially needed in countries further away from the equator, where the angle of the sun changes more dramatically with seasons and where the intensity of the sunlight is weak and therefore needs to be harvested more effectively.
At the heart of these solar trackers are specialized components known as bearings, which enable smooth and precise movement, and which reduce the friction of the system, allowing for less energy consumption. This article delves into the significance of solar tracker bearings, their types, and the advancements in bearing technology that contribute to the optimization of solar energy harvesting.
The Basics of Solar Tracker Bearings:
Solar trackers are devices that orient solar panels to face the sun, maximizing the amount of sunlight they receive and, consequently, the energy they generate. Bearings are fundamental components of solar trackers, facilitating the movement of the tracking system. The primary purpose of these bearings is to enable the solar panels to follow the sun's path from sunrise to sunset, ensuring they are always positioned at an optimal angle to capture sunlight.
Ultimately, solar energy is a weak source when compared with non-renewable sources. Hence, the power that is generated by a solar plant needs to exceed the power used to run the plant if the project is expected to be viable. Building efficiencies into the system minimise the energy consumption. Low friction solar tracker bearings that allow easy movement of the solar panels are therefore crucial.
Types of Solar Tracker Bearings:
Azimuth Bearings:
Azimuth bearings enable horizontal rotation of the solar tracker, allowing it to follow the sun's east-west movement. These bearings play a pivotal role in ensuring that solar panels are oriented correctly throughout the day.
Elevation Bearings:
Elevation bearings, on the other hand, facilitate the vertical movement of solar trackers, ensuring that panels can track the sun's movement on its daily arc. These bearings are critical for adjusting the tilt angle of the solar panels based on the sun's position in the sky.
Polar Bearings:
Polar bearings are responsible for the rotational movement of the solar tracker around the polar axis. This rotation is essential for tracking the sun's seasonal variations, accommodating changes in its elevation angle throughout the year.
Advancements in Solar Tracker Bearing Technology:
With the advancements in polymer technology, the option now exists to make bearings that withstand high loads, offer low friction with minimal lubrication, and are highly cost effective against metal bearings.
Experimenting with different formulations that optimise all elements of the solar tracker bearing’s functions yields certain elements that are essential in building an effective bearing solution. These include:
-
3D modelling to create an efficient, low-weight lattice structure that can accommodate the required radial loads of 1.5-2 Tonnes. Lower weight also means the bearings are far more cost effective
-
The incorporation of friction reducing additives that, if blended properly, will allow the bearings to smoothly function with no external lubrication. Early bearings manufactured from plain polymers were working will in the summer. But once winter set in, loud squeaking sounds could be heard as the tracker rotated the panels. A new friction-reducing formulation erased this issue completely
-
The addition of UV protection additives that ensure that 99.9% of ultraviolet radiation does not penetrate below 0.1mm of the bearing surface. This has allowed our bearings to undergo 100-year tests and suffer no observable polymer degradation at the end
-
The development of housing using complementary polymers that offer the lowest coefficient of friction against the bearing.
The benefits of Solar Tracker Bearings made with these factors considered are many
-
Maintenance-Free - Traditional bearings may require regular maintenance to ensure optimal performance, but advancements in bearing technology have led to the development of maintenance-free bearings. These bearings, often sealed or lubricated for life, reduce the need for frequent inspections and maintenance, contributing to the overall reliability of solar tracker systems.
-
High Precision and Accuracy - Precision and accuracy are crucial factors in solar tracking systems. Modern bearings are designed with enhanced precision, minimizing tracking errors and ensuring that solar panels consistently align with the sun. This increased accuracy results in higher energy yields from solar installations.
-
Durability in Harsh Environments - Solar trackers are deployed in outdoor environments where they are exposed to varying weather conditions. Advanced bearing formulations are engineered to withstand harsh environmental factors such as extreme temperatures, humidity, UV, and other corrosive elements, ensuring long-term durability and performance.
-
Low Friction – Solar Tracker Bearings are designed to minimize energy losses during the rotation of the solar trackers. By reducing friction, these bearings enhance the overall efficiency of the tracking system, allowing solar panels to smoothly follow the sun's movement with minimal energy consumption.
-
Dual-Axis Tracking Systems - While single-axis tracking systems follow either the horizontal or vertical movement of the sun, dual-axis tracking systems incorporate both azimuth and elevation tracking. Bearings in dual-axis systems are specially designed to facilitate complex movements, ensuring precise alignment with the sun at all times. This results in even greater energy capture efficiency, especially in locations with high solar irradiance.
Conclusion:
The capability to design the bearings, create a precise formulation of the polymer based on the environment of use, and mould or even machine the bearings and housings as needed is what sets apart companies looking to engineer bearings rather than simply mould them from a template. This all-round capability allows us to treat each project as unique and develop a solution that effectively targets the customer’s needs and boosts the overall efficiency of the project.
It is likely that as the industry matures, the bearing technology too will evolve. Nonetheless, we expect to be at the forefront of this product that is at the heart of the green energy revolution.
Read More
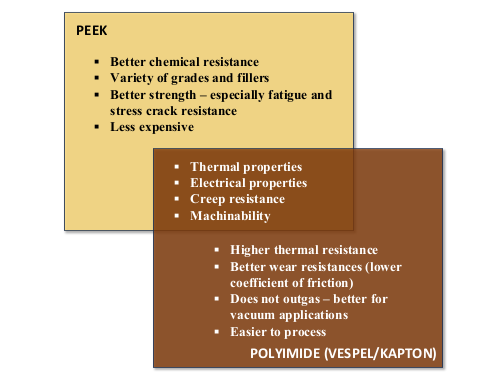
1. PEEK Vs Polyimide - Comparing Two of the Toughest Polymers
2. PTFE Extrusion - Ram vs Paste Extruded - A comparison of features