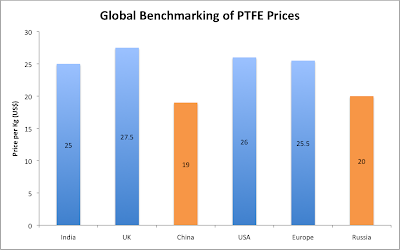
One of the few good things to happen due to the unprecedented escalation of PTFE prices globally was that it allowed us to look at alternate materials and seriously gauge the feasibility of manufacturing them.
In an earlier post, we looked at the various properties of PTFE and compared them to the other polymers. And although the key takeaway from that exercise was that PTFE was an immensely versatile material which was difficult to replace, we did make mention of possible alternatives, provided the user was willing to compromise on some parameters.
A key polymer which struck us then and continues to feature prominently in our product offering today is UHMWPE. We would like to take a more detailed look at UHMWPE for two reasons:
- It does measure up against PTFE as a low-cost substitute (with certain limitations)
- It’s properties do not seem to be as widely known to end-users, resulting in a limited use in many applications where it would otherwise be ideal
What is UHMWPE?
Sometimes referred to as just “UHMW”, UHMWPE or Ultra High Molecular Weight Poly Ethylene is an off-white polymer that exhibits superior strength while being both light-weight and possessing a low coefficient of friction.
While it is not entirely accurate to refer to it as an “unknown” polymer – our own analysis of search terms within Google tells us that a total of ~62,000 searches per month are done globally for UHMWPE and/or UHMW. This is tiny in comparison to searches for PTFE/Teflon (1,300,000 per month) or for Nylon (5,500,000 per month).
Comparison with PTFE
So how does UHMWPE compare with PTFE? In our own opinion – it compares rather well. In fact, if you take all the applications involving PTFE and remove the ones that call for heat resistance, UHMWPE is a very workable substitute.
Although a full comparison chart is given at the end of this article, we would like to look at some specific properties more subjectively.
- Temperature resistance: Let’s get this one out of the way, since we know that it is UHMWPE’s weakness. Having an operating temperature of only about 80°C compared with 260°C for PTFE, UHMWPE is automatically disqualified in a range of industrial applications where the temperatures surrounding the material are expected to be well in excess of it’s upper limit.
- Wear resistance: Before we were familiar with UHMWPE, we were asked to advice a cement plant on whether they could use Lubring sheets (PTFE+Bronze) in a wear application. We were confident that it would work and when they mentioned that they had tried UHMWPE and it had failed, we did not think it was worth looking into. But when we did compare the materials, we realized that if UHMWPE had failed, there was little chance PTFE would work – since the gap between the two materials on this parameter is quite wide.Keep in mind that PTFE+Bronze is the most wear resistance grade of PTFE available. So if we compare UHMWPE with plain PTFE, the rift is even wider.
- Coefficient of friction: It is difficult to beat PTFE on this parameter, although UHMWPE comes fairly close. While it remains true that the coefficient of friction between PTFE and polished stainless steel is the lowest between two known solids (0.03-0.05), UHMWPE is able to reach a somewhat respectable 0.1-0.15 on this metric. While this does put it out of range for many applications where the recommended coefficient cannot exceed 0.1 (eg: sliding bearings) – it is a useful substitute in components where smooth movement between parts is the only requirement.
- Dielectric strength: Both materials are pretty much neck and neck on dielectric strength. Where UHMWPE loses out is on its ability to be skived into thin tapes. While we regularly skive PTFE down to 0.04-0.05mm thicknesses, the same is more challenging with UHMWPE, since it lends a much higher wear on to the skiving blade, making it difficult to achieve long lengths of tape before the blade dulls out and breaks the tape. Nonetheless, thicknesses of 0.1mm and above are more than feasible, meaning that as an insulating pad or even a component used in high voltage applications, UHMWPE is more than suitable.
- Chemical inertness: PTFE is well known for it’s inertness and this allows it to lend itself to applications ranging from biotechnology to medical devices and chemical linings. While UHMWPE does not have quite the same extreme inertness as PTFE, it does find use in medical applications (it is used in parts for joint replacements) and can easily be used in both biotech and chemical applications, provided the exact nature of chemicals is known and compared against it’s capabilities.
- Weight: While weight has never been a consideration for PTFE in any of it’s applications, we would still like to highlight that UHMWPE is less than half the weight of PTFE (specific gravity of 0.95 vs. 2.15 for PTFE). The key difference this adds is in their respective cost cacluations. Not only is UHMWPE cheaper in resin form (roughly 1/4th the cost per Kg), but the fact that you consume only half the weight to get the same volume of finished product implies that the effective cost is 1/8th the cost of PTFE. This represents a significant saving.
So where can we use UHMWPE?
There are a range of applications where UHMWPE could and should be used. In many cases, we have tried to suggest to the end-user that we can offer them UHMWPE in stead of PTFE, but due to restrictions on standards and because changing specifications can be time consuming, very few have opted for the change.
Strangely, in many cases, clients have opted for suppliers offering reprocessed PTFE, but not UHMWPE. Given the highly diminished properties of reprocessed PTFE, this is functionally not a great trade-off in the medium to long term.
- Automotives: Most automotive applications use PTFE in high temperature environments, so UHMWPE does not fit the requirement. However, there are a number of applications where the parts operate at room temperature eg: car doors, seats, hand levers etc. and here UHMWPE can find a lot of use. We are aware that the wear strip used inside car doors employs UHMWPE. In general, UHMWPE wear strips offer a low cost and effective alternative to PTFE wear strips.
- Valves and seals: Typically, valves and seals require a low coefficient of friction with a good wear resistance. UHMWPE is an excellent replacement for PTFE in these areas.
- Medical: UHMWPE is widely used in joint replacements due to its chemical inertness and light-weight.
- Infrastructure: Although regulatory restrictions prevent materials other than PTFE to be used POT bearings, there are many sliding bearing applications which do not fall under the government codes and are therefore potential areas where UHMWPE can be used. UHMWPE could be employed successfully in sliding bearings and as plain sliding pads.
- Electronics: Many components used in electronics have traditionally employed PTFE components for insulation. In a number of cases, we have successfully tested UHMWPE for these applications and convinced the client to shift.
Overall, there continues to be a resistance to employ a material like UHMWPE. Part of this is regulatory – drawings and specifications that call for PTFE cannot be changed over night. But mostly there is a genuine dearth of awareness about the material – which is equally difficult to change. While it is true that UHMWPE is a substitute for PTFE – we see it as more of a partner in application – allowing many end-users to find a competitive, low-cost solution where they would otherwise be unable to proceed with their development or manufacturing.
Comparison chart between PTFE and UHMWPE
| UHMWPE | PTFE | Units | |
| Colour | Off-white | White | |
| Specific Gravity, 73°F | 0.944 | 2.25 | |
| Tensile Strength @ Yield, 73°F | 3250 | 4000 | psi |
| Tensile Modulus of Elasticity, 73°F | 155,900 | 150,000 | psi |
| Tensile Elongation (at break), 73°F | 330 | 350 | % |
| Flexural Modulus of Elasticity | 107,900 | 145,000 | psi |
| Compressive Strength at 2% deformation | 400 | 1650 | psi |
| Compressive Strength 10% Deformation | 1200 | 2200 | psi |
| Deformation Under Load | 6-8% | 2.5-5% | % |
| Compressive Modulus of Elasticity, 73°F | 69,650 | 79,750 | psi |
| Hardness, Durometer (Shore “D” scale) | 69 | 55-65 | |
| Izod Impact, Notched @ 73°F | 30 | 161 | ft.lbs./in. of notch |
| Coefficient of Friction (Dry vs Steel) Static | 0.17 | .06-0.12 | |
| Coefficient of Friction (Dry vs Steel) Dynamic | 0.14 | 0.12 | |
| Sand Wheel Wear/Abrasion Test | 95 | 90 | UHMW=100 |
| Coefficient of Linear Thermal Expansion | 11 | 6-7.2 | in/in/°F x 10-5 |
| Melting Point (Crystalline Peak) | 135-145 | 380 | °C |
| Maximum Service Temperature | 80 | 260 | °C |
| Volume Resistivity | >1015 | NA | ohm-cm |
| Surface Resistivity | >1015 | NA | ohm-cm |
| Water Absorption, Immersion 24 Hours | Nil | Nil | % |
| Water Absorption, Immersion Saturation | Nil | Nil | % |
| Machine-ability Rating | 5 | 3 | 1 = easy, 10 = difficult |